
帶鋸機安裝清洗和裝配(pèi)
文章(zhāng)出處:瑞福祥帶鋸機(jī)廠家 人(rén)氣:發(fā)表時間:2019-03-26 13:45:02
[導讀]:清洗 在用起重機吊運設備時,應在繩索與設備(bèi)表麵之間加墊軟性物品,以防繩索損壞設備表麵。 需要在安裝現場裝配的零、部件以及設備上原(yuán)已裝配的零、部件,當包(bāo)裝防護材料不需要保留的
清洗
在(zài)用起(qǐ)重機吊運設備時,應在繩索與設備表麵(miàn)之間加墊軟(ruǎn)性物品,以防繩索損壞設備表麵。
需要在(zài)安裝現場裝配的零、部件以及設備上(shàng)原已裝配的零、部件,當包裝防護材料不需要保留的、包裝(zhuāng)防護材料不能作(zuò)為潤滑劑或不能摻入潤滑劑使用的,包裝防護材料(liào)可以作為潤滑劑或摻入潤滑劑使用,但超過了規定的有效期或其在運輸,或零、部(bù)件加工表麵(miàn)已產生(shēng)鏽蝕(shí)、髒汙的,都應該進行清洗瑞福祥帶鋸機(jī)。
對於需要清洗的零、部件,清洗潔淨後應塗以規定的潤滑劑,必要時(shí)應塗以合適(shì)的防鏽潤滑劑。對於需要清洗的設備管路應清洗潔淨並(bìng)暢通1設備加工麵如有(yǒu)鏽蝕,應進行除鏽。
(1)除鏽方法
①除鏽前,應根據被除鏽零、部(bù)件的表麵光潔度選擇除鏽方法。各(gè)級(jí)光潔度表麵的除鏽方法見表2-7。
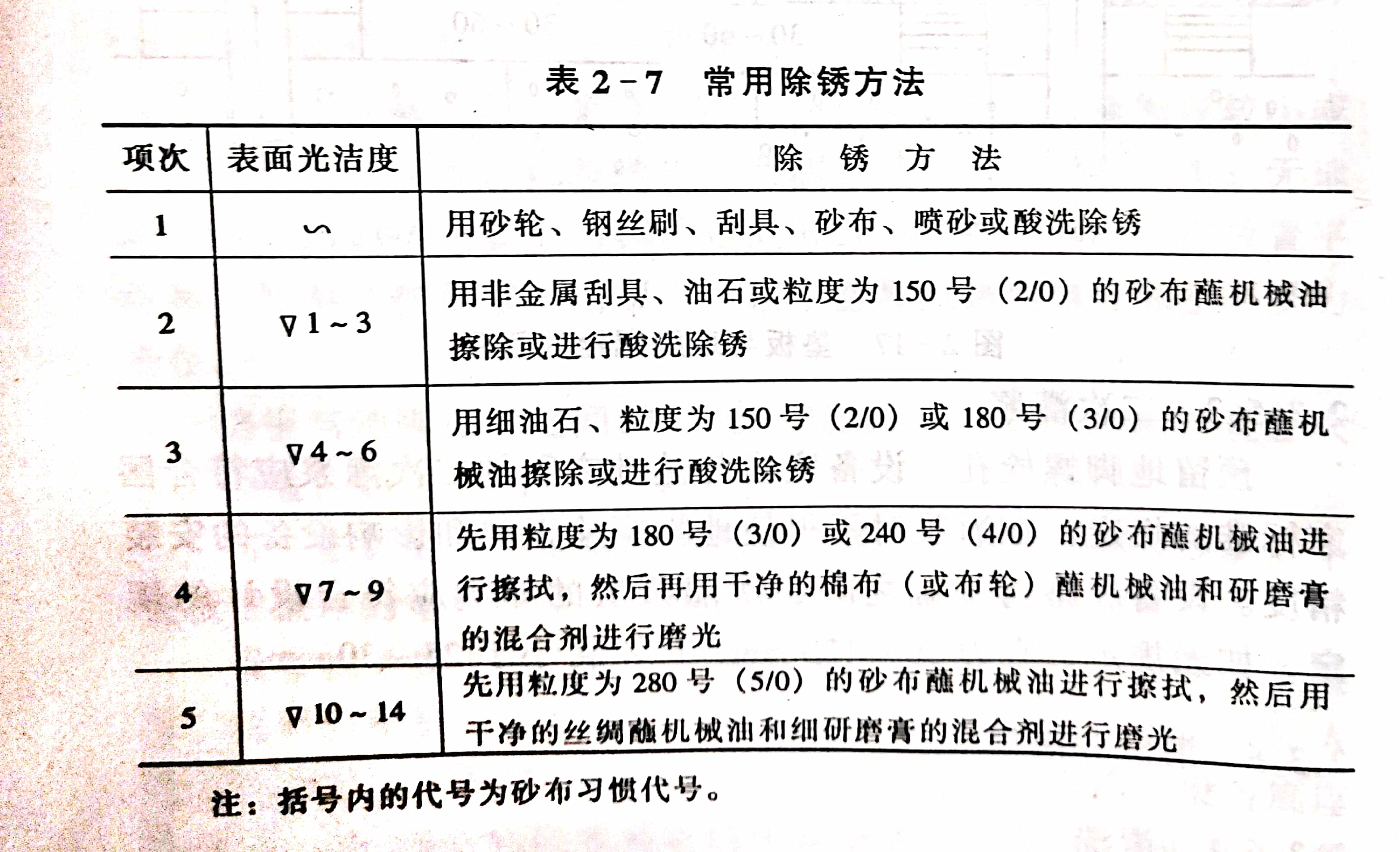 ②有色金屬加工麵鏽蝕應用粒度不低於150號(hào)的砂布蘸機械(xiè)油擦(cā)拭。軸承的滑動麵除鏽時(shí),不得用砂布。
②有色金屬加工麵鏽蝕應用粒度不低於150號(hào)的砂布蘸機械(xiè)油擦(cā)拭。軸承的滑動麵除鏽時(shí),不得用砂布。
③酸洗除鏽應符合下列要求:
a。光潔度不高於V3,形狀較簡單(沒有小孔、狹槽(cáo)、鉚接等(děng))的零、部件,可用(yòng)6%硫酸或10%鹽酸溶液進行酸洗;
b。光(guāng)潔度(dù)為V4~6的零、部件,應(yīng)用鉻酸酐-磷酸水溶液酸洗或用棉布蘸工業醋酸進行擦拭;
鉻酸酐-磷酸水溶液的配比和使用方法:
鉻酸酐 CrO 150g/L
磷酸 H PO 80g/L
酸洗溫度(dù) 85~95℃
酸洗時間(jiān) 30~60min
c。酸洗除鏽後,必須立即用水進行衝洗,再用(yòng)含苛性鈉4g/L和(hé)亞(yà)硝酸鈉2gL的水溶液進行中和,防(fáng)止腐蝕;
d。酸洗、衝洗、中和(hé)、再衝洗(xǐ)、幹燥和塗油等操作連續進行。
④除鏽後的廢酸液的排放應(yīng)符合有關環境保護法的規定(dìng)。
a。微鏽、輕鏽應徹(chè)底除淨(jìng),呈現原來的金屬光澤;
b。中鏽應除至(zhì)表麵平滑為止,允許有斑(bān)紋和雲霧狀(zhuàng)的鏽跡存在;
c。重鏽應除淨,但允許(xǔ)坑(kēng)內有黑斑(bān)存在,應做好記錄;
d。應盡量保持接合(hé)麵和(hé)滑(huá)動麵的(de)表麵光潔度和(hé)配合精度;
e。除鏽後,應用煤油或(huò)汽油(yóu)清洗潔淨,使其幹燥,並塗(tú)以適量的潤滑油脂(zhī)和防鏽油(yóu)脂瑞福祥帶鋸機。
裝配
設(shè)備拆(chāi)卸、裝配前,應詳細閱讀產品使用說明書等技術文件,了解設備的構(gòu)造、原(yuán)理和技術要求,確定拆裝順序和方法。對於易於混滑的零、部(bù)件應作出相對位置的標記。應根據JB2731-80《木工機床通用技術條件》熟悉設備的裝配質(zhì)量(liàng)要求(qiú)。裝配設備時,應先檢查零、部件與(yǔ)裝配有關的(de)尺寸偏差、形狀和位置誤差,符合設(shè)備(bèi)技術文件要求後,按照(zhào)裝(zhuāng)配順序和標記,在產品使用說明書和標準的指導下進行裝配。
在(zài)用起(qǐ)重機吊運設備時,應在繩索與設備表麵(miàn)之間加墊軟(ruǎn)性物品,以防繩索損壞設備表麵。
需要在(zài)安裝現場裝配的零、部件以及設備上(shàng)原已裝配的零、部件,當包裝防護材料不需要保留的、包裝(zhuāng)防護材料不能作(zuò)為潤滑劑或不能摻入潤滑劑使用的,包裝防護材料(liào)可以作為潤滑劑或摻入潤滑劑使用,但超過了規定的有效期或其在運輸,或零、部(bù)件加工表麵(miàn)已產生(shēng)鏽蝕(shí)、髒汙的,都應該進行清洗瑞福祥帶鋸機(jī)。
對於需要清洗的零、部件,清洗潔淨後應塗以規定的潤滑劑,必要時(shí)應塗以合適(shì)的防鏽潤滑劑。對於需要清洗的設備管路應清洗潔淨並(bìng)暢通1設備加工麵如有(yǒu)鏽蝕,應進行除鏽。
(1)除鏽方法
①除鏽前,應根據被除鏽零、部(bù)件的表麵光潔度選擇除鏽方法。各(gè)級(jí)光潔度表麵的除鏽方法見表2-7。
③酸洗除鏽應符合下列要求:
a。光潔度不高於V3,形狀較簡單(沒有小孔、狹槽(cáo)、鉚接等(děng))的零、部件,可用(yòng)6%硫酸或10%鹽酸溶液進行酸洗;
b。光(guāng)潔度(dù)為V4~6的零、部件,應(yīng)用鉻酸酐-磷酸水溶液酸洗或用棉布蘸工業醋酸進行擦拭;
鉻酸酐-磷酸水溶液的配比和使用方法:
鉻酸酐 CrO 150g/L
磷酸 H PO 80g/L
酸洗溫度(dù) 85~95℃
酸洗時間(jiān) 30~60min
c。酸洗除鏽後,必須立即用水進行衝洗,再用(yòng)含苛性鈉4g/L和(hé)亞(yà)硝酸鈉2gL的水溶液進行中和,防(fáng)止腐蝕;
d。酸洗、衝洗、中和(hé)、再衝洗(xǐ)、幹燥和塗油等操作連續進行。
④除鏽後的廢酸液的排放應(yīng)符合有關環境保護法的規定(dìng)。
a。微鏽、輕鏽應徹(chè)底除淨(jìng),呈現原來的金屬光澤;
b。中鏽應除至(zhì)表麵平滑為止,允許有斑(bān)紋和雲霧狀(zhuàng)的鏽跡存在;
c。重鏽應除淨,但允許(xǔ)坑(kēng)內有黑斑(bān)存在,應做好記錄;
d。應盡量保持接合(hé)麵和(hé)滑(huá)動麵的(de)表麵光潔度和(hé)配合精度;
e。除鏽後,應用煤油或(huò)汽油(yóu)清洗潔淨,使其幹燥,並塗(tú)以適量的潤滑油脂(zhī)和防鏽油(yóu)脂瑞福祥帶鋸機。
裝配
設(shè)備拆(chāi)卸、裝配前,應詳細閱讀產品使用說明書等技術文件,了解設備的構(gòu)造、原(yuán)理和技術要求,確定拆裝順序和方法。對於易於混滑的零、部(bù)件應作出相對位置的標記。應根據JB2731-80《木工機床通用技術條件》熟悉設備的裝配質(zhì)量(liàng)要求(qiú)。裝配設備時,應先檢查零、部件與(yǔ)裝配有關的(de)尺寸偏差、形狀和位置誤差,符合設(shè)備(bèi)技術文件要求後,按照(zhào)裝(zhuāng)配順序和標記,在產品使用說明書和標準的指導下進行裝配。
下(xià)一篇:帶鋸(jù)機承壓設備的強(qiáng)度試驗和(hé)嚴密性試(shì)驗 上(shàng)一篇:木工帶鋸機地腳(jiǎo)螺栓、墊板和二次灌漿
相關文章(zhāng)





您可能還會(huì)喜歡
- 造成木工帶鋸機鋸條斷裂的原因(yīn)有哪些?
- 如何安全的(de)操作臥式木工帶鋸機?
- 影響木工數(shù)控帶鋸使用壽命的五個因(yīn)素
- 瑞福(fú)祥木工帶鋸機的維護保養
- 瑞福祥木工帶鋸機安裝或更換鋸條的方法
- 瑞福祥木工帶鋸機有什麽特點?
- 廠(chǎng)家解答:導致帶鋸機跑條的原因是(shì)什麽
- 帶鋸出現鋸路彎曲(qǔ)的主要原因
- 鋸木機(jī)使用後該怎樣來進(jìn)行保養(yǎng)呢(ne)?
- 自動跑車木工帶鋸電鋸開(kāi)動後要(yào)注意的事
最新資訊文章
- 什麽會影(yǐng)響磨刀機的鋒利度
- 瑞福(fú)祥臥式木工(gōng)帶鋸(jù)機操作方(fāng)法詳細介紹
- 木工帶鋸機長期存放要求
- 木工帶鋸(jù)機的安全操作規程
- 木工帶鋸機的(de)交易事項
- 帶鋸機帶鋸條的形狀有哪些重要性?
- 木工帶鋸機的安全技術(shù)操作規程(chéng)有哪些?
- 自動跑車木工(gōng)帶鋸電鋸開(kāi)動後要注意的事
- 使用瑞福祥鋸木機要遵守(shǒu)哪些(xiē)規範?
- 瑞福祥(xiáng)木工帶鋸機使用(yòng)前的調試工作
- 廠家解答:導致帶鋸機跑條(tiáo)的原因是什麽
- 瑞福祥木工帶鋸機在輸入與輸出方麵具體
- 帶鋸機長期存放注意要點
- 影響(xiǎng)木工(gōng)數控帶鋸使用壽命的(de)五個因(yīn)素
 在線谘詢
在線谘詢 聯係電話:0319-7586199
聯係電話:0319-7586199 在(zài)線留言
在(zài)線留言 二維碼
二維碼